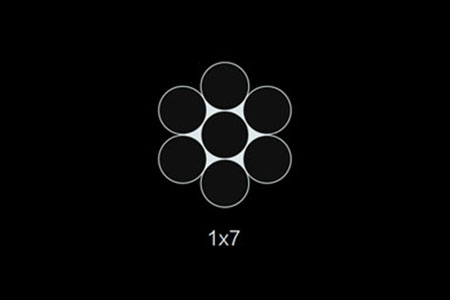
1×7 Stainless Steel Wire Rope Product Introduction Overview: The 1×7 stainless steel wire rope is a high-quality, durable, and versatile wire rope constructed from a single strand of seven individual ...
See Details


TIG (Tungsten Inert Gas) welding of stainless steel requires a filler wire that matches the base metal composition closely enough to maintain the weld joint's mechanical and corrosion resistance properties, while also being compatible with the TIG process's specific requirements for wire form, cleanliness, and feeding characteristics. The choice of TIG filler wire grade is the first and most consequential specification decision in any stainless steel welding project — get it wrong, and you can produce a weld that looks perfect externally but has degraded corrosion resistance, sensitization at grain boundaries, or inadequate strength for the application's service demands.
This guide covers the main stainless steel TIG wire grades used in commercial and industrial fabrication, what they're formulated to do, and how to match the wire specification to the base metal and service conditions.
In TIG welding, a non-consumable tungsten electrode creates the arc and melts the base metal. The filler wire is fed manually into the weld pool by the welder, adding metal to fill the joint. The weld area is protected from atmospheric oxygen and nitrogen by a shielding gas — typically pure argon for stainless steel TIG, or argon with small percentages of helium or hydrogen, depending on the application.
Because the filler wire's metal becomes part of the weld pool and solidifies as the weld metal, its composition directly determines the chemistry of the finished weld. If the filler wire has inadequate chromium to maintain the passive film, the weld metal will have lower corrosion resistance than the base metal. If the carbon content is too high, sensitization can occur in the heat-affected zone during welding, creating grain boundary depletion of chromium and zones of reduced corrosion resistance. If the composition is mismatched to the base metal, the weld may be prone to hot cracking during solidification.
Stainless steel TIG wires are formulated around the same alloying principles as the stainless steel grades they're designed to weld — the difference is that TIG wire chemistry is adjusted slightly from the base metal composition to account for the metallurgical changes that occur during the melting and solidification of the weld pool.
ER308L is the most widely used stainless steel TIG wire and the standard specification for welding 304 and 304L stainless steel. The ER308L chemistry (18% chromium, 8% nickel, with carbon controlled to ≤0.03%) is matched to the 304 family of base metals. The low-carbon designation ("L") controls carbon to the same level as 304L base metal, preventing sensitization in the heat-affected zone during multi-pass welds and heavy fabrication.
ER308L is the correct specification for general-purpose 304 stainless steel fabrication: structural frames, tanks, vessels, architectural metalwork, food equipment, and most industrial applications where the base metal is 304 or 304L. It's the default stainless TIG wire for stainless steel welding and is available in the widest range of diameters and packaging options.
ER316L is the filler wire for 316 and 316L stainless steel base metal. The chemistry adds 2–3% molybdenum to the ER308 base composition, matching the molybdenum content of 316 base metal that provides its superior chloride corrosion resistance. If ER308L filler is used to weld 316 base metal, the weld metal itself will have no molybdenum — the weld zone will have lower corrosion resistance than the surrounding 316 base metal, potentially creating a weak link in the corrosion protection of the fabricated assembly in chloride environments.
ER316L is the correct specification for all welding of 316 or 316L stainless steel in corrosion-sensitive applications — marine hardware fabrication, food and chemical processing equipment, coastal architectural metalwork, and any other application where 316 was specified for its chloride resistance. Using ER316L for all 316 welding (rather than attempting to use ER308L as a cost saving) is the technically correct approach and avoids the risk of weld zone corrosion that would compromise the whole assembly.
ER309L has higher chromium and nickel content than ER308L (typically 23% Cr, 13% Ni) and is used primarily for two specific situations: welding dissimilar metals (stainless steel to carbon steel, or stainless steel to low-alloy steel), and as a first-pass butter layer in overlay applications. When welding stainless steel to carbon steel, the dilution effect of the carbon steel base metal reduces the chromium and nickel content of the weld pool below the minimum needed for stainless performance — ER309L's higher alloy content provides a buffer so the diluted weld deposit still meets the performance requirements. ER309L is also used for the first weld pass when hard-facing or applying stainless overlays to carbon steel substrates for the same reason.
The "Si" suffix denotes a higher silicon content (typically 0.65–1.0% Si versus 0.30–0.65% for standard grades). Silicon improves the wetting and fluidity of the weld pool, producing better bead profiles and reduced porosity in TIG welds, particularly in automated TIG applications and when welding thinner material. The corrosion resistance and mechanical properties are essentially equivalent to the base ER308L and ER316L grades. For manual TIG welding, where the welder controls pool fluidity through technique, the standard grades are adequate; for automated processes where weld pool behavior is optimized for consistency, the Si grades offer processing advantages.
ER347 wire is alloyed with niobium (columbium) as a stabilizer that ties up carbon and prevents sensitization without the need for the low-carbon "L" grade approach. It is used for welding 347 stainless steel base metal and for high-temperature service applications where the weld will be exposed to sustained elevated temperatures (above approximately 400°C). The stabilized composition of ER347 prevents carbide precipitation at service temperature, where even L-grade steels may sensitize over an extended time at temperature. For standard ambient-temperature service, ER308L or ER316L provides adequate sensitization protection; for high-temperature process equipment and exhaust systems, ER347 or equivalent stabilized filler may be the appropriate specification.
TIG filler wire diameter is selected based primarily on the thickness of the base metal being welded and the joint configuration. The general relationship is that filler wire diameter should be roughly proportional to base metal thickness — using wire that's too heavy for the base metal produces excessive heat input and distortion; using wire that's too fine for heavy sections requires excessive passes and extended welding time.
| Base Metal Thickness | Typical TIG Wire Diameter | Notes |
|---|---|---|
| 0.5–1.0 mm (sheet) | 1.0 mm | Very thin sheet; autogenous welding (no filler) is also used for butt joints |
| 1.0–2.0 mm | 1.0–1.6 mm | Light-gauge sheet and tube fabrication |
| 2.0–4.0 mm | 1.6–2.0 mm | The most common range for pipe and structural fabrication |
| 4.0–8.0 mm | 2.0–2.4 mm | Medium plate; root passes in multi-pass pipe welding |
| 8.0 mm and above | 2.4–3.2 mm | Heavy plate and structural sections; multi-pass required |
For pipe welding — one of the most common stainless TIG applications in process piping and food industry plumbing — the root pass (first pass inside the pipe joint) is typically welded with a smaller diameter wire (1.6 mm) with backing gas protection on the inside of the pipe to prevent oxidation of the root. Fill and cap passes use the diameter appropriate to the pipe wall thickness. Consistent wire diameter selection within a weld procedure is important for procedure qualification under codes like ASME IX or ISO 15614, where the qualified range of variables, including filler wire diameter, is part of the procedure record.
TIG wire surface quality is critical in a way that MIG/MAG wire surface quality is not, because the wire is fed manually directly into the weld pool without going through a contact tip or wire feeder that can tolerate minor surface contamination. Any oil, drawing lubricant, or oxide on the wire surface enters the weld pool directly and can cause porosity, contamination, or loss of shielding gas coverage in the weld zone.
Quality stainless TIG wire is produced with a bright, clean surface — drawn to final diameter and cleaned to remove drawing lubricants before packaging. The surface should be uniform, free of scale, pits, and visible contamination along its full length. Wire that's been improperly stored or handled may have surface oxidation or contamination that affects weld quality; TIG wire should be stored sealed in its original packaging in a clean, dry location and used in a reasonable time after opening.
TIG wire is supplied in straight lengths (typically 1 meter, sometimes 500mm for small-diameter wire in tight spaces) rather than on spools, because the rigidity required for manual feeding into the weld pool is incompatible with the coiled form used in wire feeders. Straight-cut wire is the universal packaging format for TIG filler. Wire is typically bundled in 5 kg or 10 kg packs for commercial quantities, with each wire individually wrapped or the bundle sealed to prevent surface oxidation during storage.
TIG welding is the appropriate process for stainless steel when weld quality and appearance are priorities, when the section is thin enough that heat input control matters for distortion, and when the weld must meet stringent inspection requirements for porosity and inclusion content. TIG produces the cleanest, lowest-heat-input welds among the common arc processes, with no spatter and excellent bead appearance. The cost is lower productivity than MIG/MAG because deposition rates are lower, and the process requires a skilled welder who can simultaneously manage arc length, travel speed, and filler wire feeding.
MIG/MAG (GMAW) using stainless steel wire is more productive for heavier sections and production welding, where speed and deposition rate are priorities. The weld quality from MIG is good, but generally not equal to TIG for fine work, thin sections, and appearance-critical applications. Most industrial stainless steel fabrication uses a combination: TIG for root passes, thin sections, visible welds, and work where quality requirements are highest; MIG for fill passes, heavy sections, and high-volume production where TIG's quality advantage doesn't justify its productivity cost.
Technically, ER308L can be used to weld 316 base metal and will produce a sound, crack-free weld. The problem is that the resulting weld metal will not contain molybdenum — the element that gives 316 its superior chloride corrosion resistance. In a corrosion-sensitive application, the weld zone will be the weakest point in the assembly: surrounding 316 base metal resists chloride attack, but the ER308L weld metal behaves like 304 in terms of pitting and crevice corrosion. Over time in a marine or chemical environment, the welds will corrode preferentially, eventually compromising the integrity of the fabrication. The correct approach is always to use ER316L when welding 316 base metal, where corrosion resistance is relevant. The cost difference between ER308L and ER316L is modest relative to the fabrication labor involved in the welding work.
Pure argon (Ar) is the standard shielding gas for stainless steel TIG welding. Argon provides stable arc characteristics and good weld pool coverage at a cost that makes it the default for manual TIG. For some applications — particularly automated TIG on heavier sections — argon/helium mixtures (typically 70–80% Ar, 20–30% He) are used because helium addition increases arc energy and heat transfer, allowing faster travel speeds and better penetration. Small additions of hydrogen (1–3%) to argon are used in some specialized applications (called forming gas or hydrogen-argon mixtures) to improve surface cleanliness and reduce oxidation, particularly for tube and pipe welding, where inside surface quality matters. Pure CO₂ and argon/CO₂ mixtures — standard for carbon steel MIG/MAG — should not be used for stainless steel TIG: CO₂ introduces carbon to the weld pool and causes oxidation of the stainless surface. Stainless steel TIG welding requires inert shielding (argon-based) to maintain the surface quality and composition of the weld.
TIG wire diameter tolerance is specified in AWS A5.9 (the American standard for stainless steel welding wires) as ±0.01 inch (approximately ±0.25 mm) for most diameters. This tolerance ensures consistent wire diameter along the full length, which matters for manual TIG because the welder develops a consistent technique based on the wire diameter — inconsistent diameter produces variable bead geometry and heat input even with consistent welder technique. For automated TIG systems, diameter consistency is even more critical because the wire feed rate is controlled by volume per unit time; diameter variation changes the volume deposited and disrupts the weld bead profile. In procurement, requesting wire certified to AWS A5.9 or equivalent national standard ensures the dimensional tolerances are met, and the wire has been tested for the chemical composition it's sold as.
Stainless Steel TIG Wire | Stainless Steel Wire | Stainless Steel Wire Rope | Stainless Steel Bolts | Stainless Steel Rod | Contact Us

1×7 Stainless Steel Wire Rope Product Introduction Overview: The 1×7 stainless steel wire rope is a high-quality, durable, and versatile wire rope constructed from a single strand of seven individual ...
See Details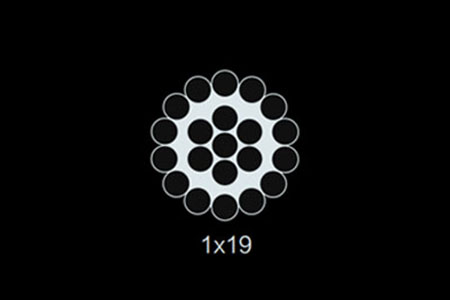
1×19 Stainless Steel Wire Rope Product Introduction Overview: The 1×19 stainless steel wire rope is a robust and high-strength wire rope made from a single strand of 19 individual wires twisted togeth...
See Details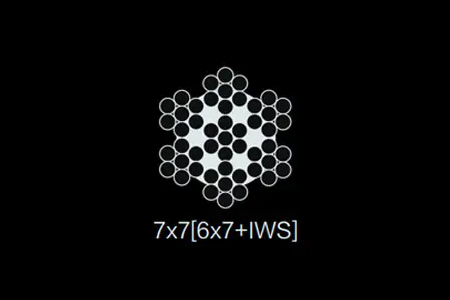
7×7 Stainless Steel Wire Rope Product Introduction Overview: The 7×7 stainless steel wire rope is a versatile, durable, and flexible wire rope made from seven strands, each containing seven individual...
See Details![7X19 [6x19+IWS] Stainless Steel Wire Rope 304/316](/steelwirerope-china/2024/12/20/4.jpg)
7X19 [6x19+IWS] Stainless Steel Wire Rope Product Introduction Overview: The 7X19 [6x19+IWS] stainless steel wire rope is a high-performance wire rope designed for applications that require maximum st...
See Details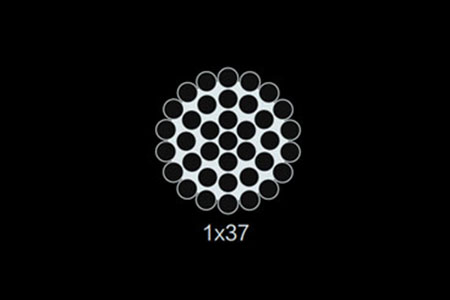
1×37 Stainless Steel Wire Rope Product Introduction Overview: The 1×37 stainless steel wire rope is a high-strength, durable wire rope made from a single strand of 37 individual wires twisted together...
See Details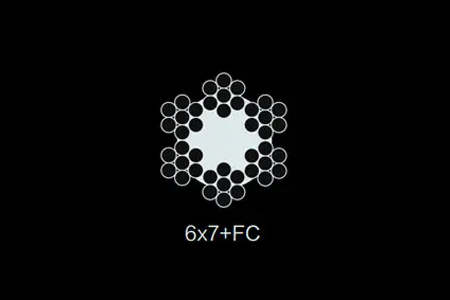
6×7+FC Stainless Steel Wire Rope Product Introduction Overview: The 6×7+FC stainless steel wire rope is a high-quality wire rope designed for applications requiring both strength and flexibility. This...
See Details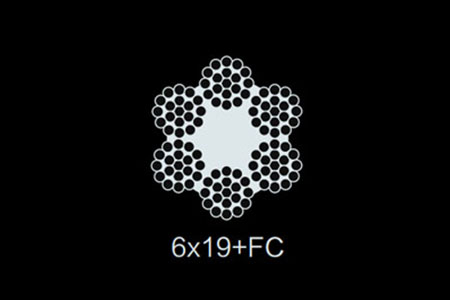
6×19+FC Stainless Steel Wire Rope Product Introduction Overview: The 6×19+FC stainless steel wire rope is a high-performance, versatile rope designed to provide exceptional strength, flexibility, and ...
See Details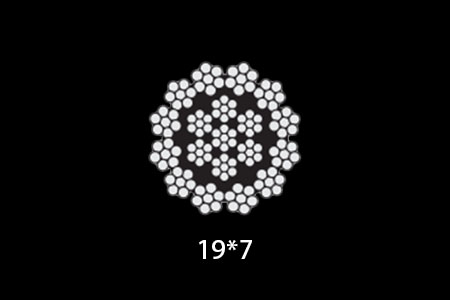
19×7 Stainless Steel Wire Rope Product Introduction Overview: The 19×7 stainless steel wire rope is a high-performance wire rope designed for a wide range of applications requiring both strength and f...
See Details
 wechat scan
wechat scan